

一篇解密表面粗度計的應用
12 Dec 2023

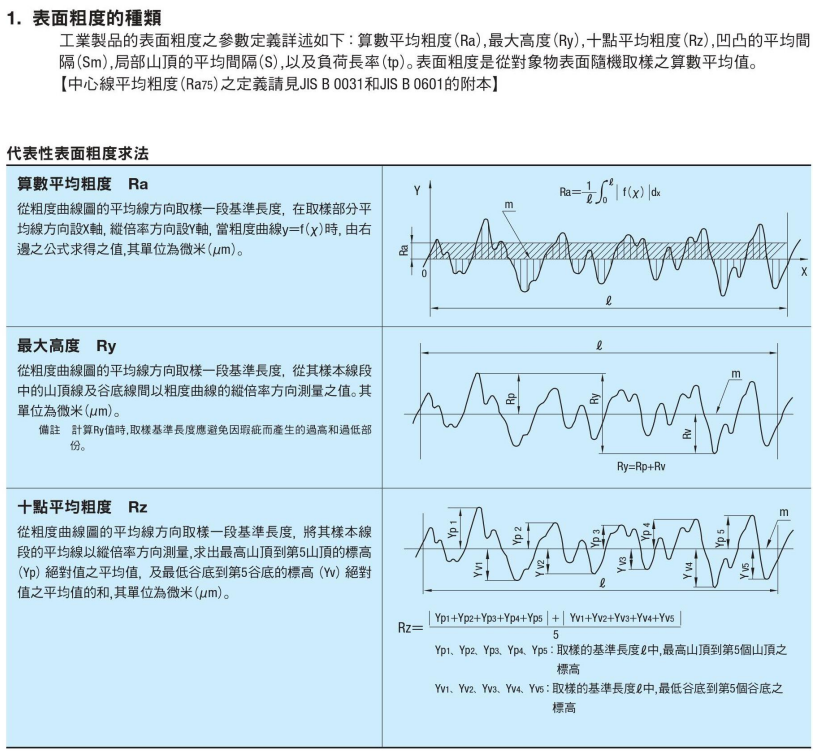
什麼是表面粗糙度?
表面粗糙度(Surface roughness),是指工件的表面在加工後的平滑程度。簡單來說,工件在加工過程,會因為加工切削、材質、震動等因素,造成表面不平滑的表面。
可能有肉眼就可看見的不平整,或是肉眼看起來平滑,但摸起來才可以感覺到粗糙的不平整。如果透過顯微鏡,放大倍數來觀看,就能看到工件的表面會有很多細微的波峰與峰谷的落差造成不平度。透過儀器量測的數值,就叫作「表面粗糙度」。
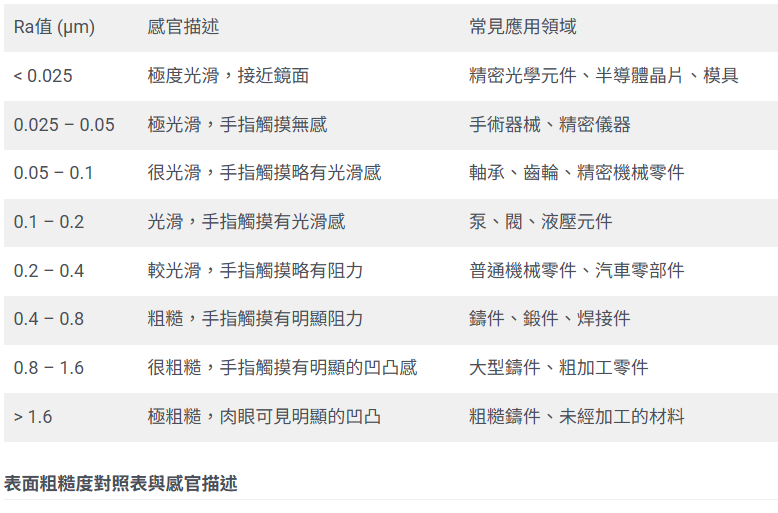
表面粗糙度的數字越小,表面越光滑;數字越大,表面越粗糙。
表面粗糙度及其在工業產品中的重要性?
表面粗糙度經常被用來評定金屬加工品質好壞的重要指標之一,而表面粗糙度好壞會影響該零件的磨擦、耐磨性、疲勞強度、配合穩定性、密封性等。
●影響零件如何配合在一起:
表面粗糙度會影響零件配合在一起的緊密程度和方式。例如,表面粗糙的兩個零件比表面光滑的兩個零件更容易磨損。
●影響零件的強度、耐用性與壽命:
表面粗糙度會影響零件的強度和耐用性。例如,表面粗糙的零件比表面光滑的零件更容易產生應力集中,這可能導致零件失效與使用壽命。
●影響零件對腐蝕和其他環境因素的抵抗力:
表面粗糙度會影響零件對腐蝕和其他環境因素的抵抗力。例如,表面粗糙的零件比表面光滑的零件更容易生鏽。
●影響零件的外觀:
表面粗糙度會影響零件的外觀。例如,表面光滑的零件通常被認為比表面粗糙的零件更美觀。
由於表面粗糙度會影響工業產品的許多不同方面,在加工與製造,是品質規格的重要一項。
表面粗糙度對零件性能的影響
- 摩擦與磨損: 表面越粗糙,摩擦力越大,零件磨損的速度就越快。這會導致零件壽命縮短,增加維修成本。
- 疲勞強度: 表面粗糙度會產生應力集中,降低零件的疲勞強度,更容易產生裂紋,導致零件失效。
- 密封性: 對於需要密封的零件,表面粗糙度過大會導致密封不嚴,影響設備的性能。
- 耐腐蝕性: 表面粗糙度大的零件更容易產生腐蝕,因為凹凸不平處更容易積聚污垢和水分。
- 美觀性: 表面粗糙度直接影響零件的外觀,對於一些對外觀有要求的零件,表面粗糙度過大會影響產品的價值。
表面粗糙度對加工過程的影響
- 刀具磨損: 表面粗糙度大的工件會加速刀具的磨損,增加刀具的更換頻率,提高加工成本。
- 加工精度: 表面粗糙度會影響加工精度,粗糙的表面會導致尺寸公差變大,形狀誤差增大。
- 加工效率: 對於一些精加工工藝,如研磨、拋光,表面粗糙度過大會降低加工效率。
影響表面粗糙度的因素
- 加工方法: 不同的加工方法會產生不同的表面粗糙度,例如車削、铣削、磨削等。
- 刀具材料和幾何形狀: 刀具的材料和幾何形狀會影響切削力、切屑形成和表面品質。
- 切削參數: 切削速度、進給量、切深等參數都會影響表面粗糙度。
- 工件材料: 不同材料的加工性能不同,對表面粗糙度的影響也不同。
- 冷卻液: 冷卻液可以改善切削條件,降低表面粗糙度。
不同的加工零件對於表面粗糙度的要求?
不同加工零件對於表面粗糙度的要求差異甚大,這取決於零件的功能、工作環境、工件材料、加工方法與成本的配合關係。
不同產業對表面粗糙度的要求
汽車產業
- 發動機部件: 缸體、曲軸、連桿等部件的表面粗糙度直接影響到發動機的性能和壽命。這些部件通常要求較高的表面光潔度,以降低摩擦、磨損和噪音。
- 傳動系統: 變速箱、離合器等部件的表面粗糙度也需要控制,以確保傳動的平穩性和耐久性。
- 車身鈑金: 車身鈑金的表面粗糙度影響車輛的外觀和漆膜的附著力。
- 制動系統: 制動盤和剎車片等部件的表面粗糙度會影響制動效果和噪音。
一般而言,汽車產業對表面粗糙度的要求較高,特別是對於發動機和傳動系統的關鍵部件。
航空產業
- 飛機機身: 飛機機身的表面粗糙度會影響空氣阻力、雷達反射截面和疲勞強度。
- 發動機部件: 航空發動機的部件對表面粗糙度的要求極高,以確保發動機的高效率和可靠性。
- 儀器儀表: 航空儀器儀表的表面粗糙度會影響測量精度和可靠性。
航空產業對表面粗糙度的要求通常比汽車產業更高,因為航空產品的安全性要求極高。
機械產業
- 一般機械零件:
- 表面粗糙度主要影響零件的磨損、疲勞強度和配合精度。
- 如軸承、齒輪等運動副零件,要求表面光潔度高,以降低摩擦和磨損。
- 一般工業用機械零件,對表面粗糙度的要求相對較低。
- 精密機械零件:
- 如半導體設備、精密儀器等,對表面粗糙度的要求極高,以確保產品的精度和可靠性。
醫療產業
- 植入式醫療器械:
- 人工關節、心臟瓣膜等植入式醫療器械,要求表面光潔度極高,以減少生物相容性問題,降低感染風險。
- 表面粗糙度過大可能導致血栓形成或組織損傷。
- 醫療器械表面:
- 手術器械、醫療影像設備等,要求表面光潔度適中,易於清潔消毒。
- 藥品接觸面:
- 藥品接觸面要求表面光滑,無死角,以避免藥物殘留和微生物滋生。
如何量測表面粗糙度?
接觸式粗糙度儀:以探針直接接觸物體表面,紀錄該物體表面至輪廓特偵,再經由濾波器得知表面粗糙度。如SJ系列

- 光學輪廓儀:
- 利用光學干涉或共聚焦原理,測量樣品表面的三維形貌,從而獲得更詳細的表面資訊。
- 優點: 高分辨率、非接觸式。
- 缺點: 價格較高。
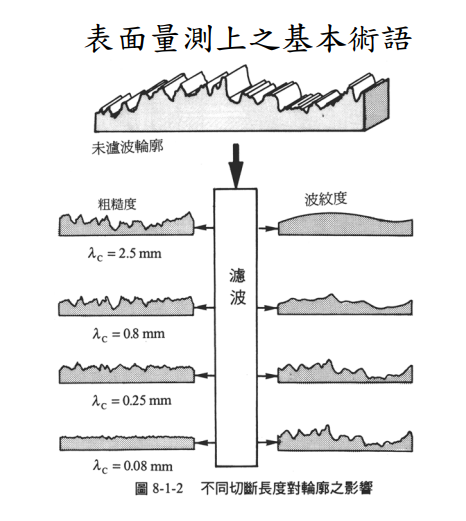
通常進行粗度量測時,需判斷要選取兩種參數(λc & 樣本數)
根據工件加工表面程度的不同,選取錯誤的截斷執會導致數據差異甚大。
簡單來說
λc = 一等分多長
樣本數 = 幾分
量測行程= λc * 樣本數
如何選取截斷值 λc ?
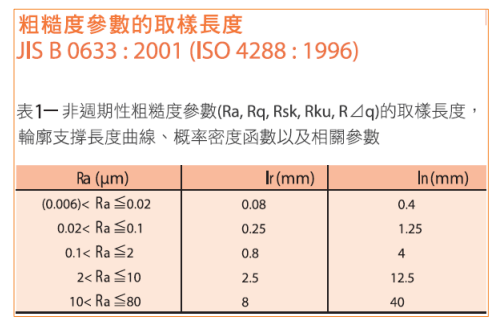
1. 對於具有非週期性粗糙度曲線的目標面,從量測截面曲線推定未知的參數Ra、Rz
2. 根據所推定的未知參數Ra、Rz,從表1 至3 中的任一個表決定對應的基準長度(切斷值λc)。
3. 使用所決定的基準長度,量測粗糙度參數的值。
4. 根據求得的量測結果,若量測結果落在以表1 至3 求出的推定Ra 或Rz 的範圍內時,直接套用其切斷值,若超出 推定的Ra 或Rz 範圍,則將量測結果Ra 或Rz 變更為符合範圍的基準長度。
5. 使用先前步驟中決定的基準長度,針對所要求的參數進行量測
好文推薦->影像量測顯微鏡:台灣精密測量技術的先驅